
以下是:北京市不锈钢复合管服务周到的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 不锈钢复合管供应范围覆盖北京市 东城区、西城区、丰台区、石景山区、海淀区、门头沟区、房山区、通州区、顺义区、昌平区、大兴区、怀柔区、平谷区、朝阳区、延庆区、密云区等区域。 【茂硕 】以匠心打造多元场景产品,涵盖丰台不锈钢碳素钢复合管护栏厂家源头直供、石景山不锈钢碳素钢复合管护栏厂家多种款式可随心选择、顺义不锈钢碳素钢复合管护栏厂家批发货源、密云不锈钢碳素钢复合管护栏厂家闪电发货等。不锈钢复合管服务周到,茂硕钢铁 (北京市分公司)为您提供不锈钢复合管服务周到,联系人:付经理,电话:【18762195566】、【18762195566】。 北京市 北京市地处中国北部、华北平原北部,东与天津市毗连,其余均与河北省相邻,中心位于东经116°20′、北纬39°56′,是世界古都和现代化国际城市,也是中国共产党中央委员会、中华人民共和国中央人民政府和中华人民共和国全国人民代表大会常务委员会所在地。
我们的不锈钢复合管服务周到视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。以下是:北京不锈钢复合管服务周到的图文介绍
钢坯要预热到550℃,在800℃以下要缓慢加热,加热温度不应超过1250℃。马氏体不锈钢对热应力很敏感,所以冷却速度要很缓慢。3Cr13、4Cr13要在850℃以上开始缓冷,直至低于150℃,否则,容易出现裂纹。在清理表面缺陷前,还应进行软化退火,以免产生研磨裂纹。轧制时变形抗力较大,4Cr13的变形抗力为低碳钢的1.6倍,所以不宜采用大压下量轧制。又因该类钢在900-1200℃有较好的塑性,所以终轧温度应在900℃以上。
不锈钢复合管、不锈钢钢管等无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材,广泛用于制造结构件和机械零件。热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。
控制措施:喷吹工艺参数。喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走;喷嘴高度应根据毛管直径进行调节,以保证对中良好,长时间停机要拆下喷嘴进行清洗。
吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。
芯棒润滑。芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。
生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。
氧化物要求在芯棒预穿时处于熔融状态。除氧化物剂粉末粒度一般要求在16目左右;除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。
不锈钢复合管一般以金属作支撑材料,内衬以环氧树脂和水泥为主,它的特点是重量轻、内壁光滑、阻力小、耐腐性能好;也有以高强软金属作支撑,而非金属管在内外两侧。它的特点是管道内壁不会腐蚀结垢,保证水质;也有金属管在内侧,而非金属管在外侧,如塑覆铜管,这是利用塑料的导热性差起绝热保温和保护作用。
北京茂硕钢铁 有限公司一家以 不锈钢碳素钢复合管护栏厂家研发、生产、销售于一体的高科技企业,聚合国内先进的生产工艺、技术和原材料,并具有一支务实,的管理团队,我们对高技术的 不锈钢碳素钢复合管护栏厂家有特别的优势,也愿意在此范畴内进一步投入,加大研发力度。
公司通过多年的实践积累过程中,不断的建立和完善售后服务网络,深受用户的信赖和好评。同时公司还拥有一支高素质的研发,生产,管理和销售队伍。
不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
内衬复合管和不锈钢管件配套连接,其适用范围更广泛,除一般供水供热供气外。 内衬复合管其内层不锈钢仅3B8m,所以实际通径与规定通径基本相符。而且内壁光滑、不结垢、阻力小、流水量大。内衬不锈钢复合管是在钢管内覆以薄壁不锈钢,这样降低了制造成本,又确保了厚度以保证强度,使安装费用大大低于壁不锈钢管。
内衬不锈钢复合管卫生环保、性好,这种特性主要归功于不锈钢材质化学性能稳定,对人体无损害,所以国际国内医学界在人体内植入的各种支架、夹板、内固定螺丝都选用不锈钢材料。
内衬不锈钢复合管与内衬不锈钢管件与不锈钢管件配套连接,加上对接头螺纹和端面的防锈处理,可以有效防止对水质造成的二次污染。内衬不锈钢复合管系统接触传输流体部分全为不锈钢材料,卫生环保,性好。符合“生态住宅”要求和以人为本的时代理念。 性价比高。
不锈钢复合管特点:
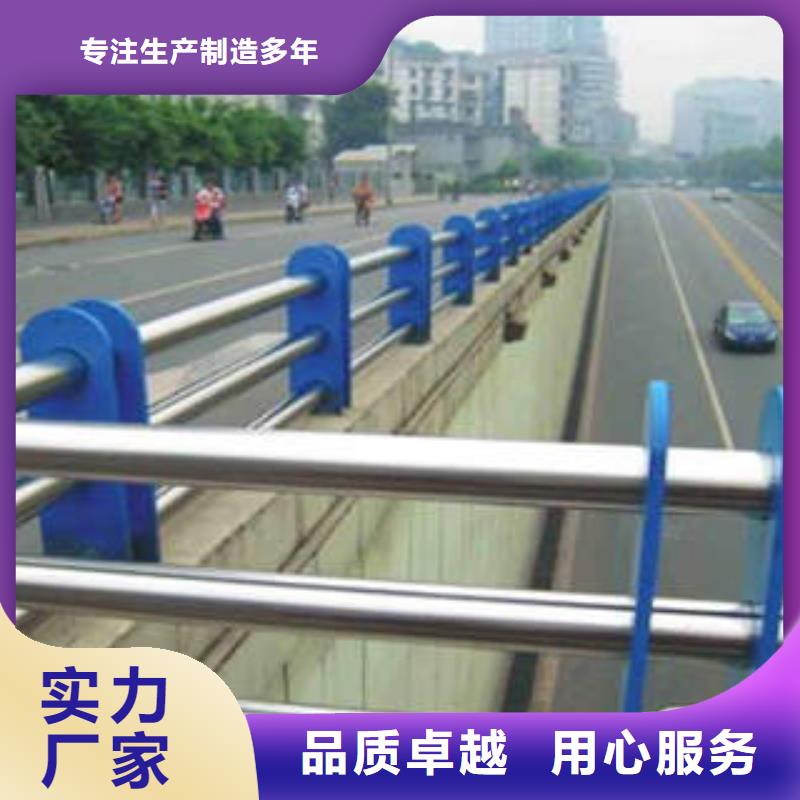
1.适用于高层建筑的装饰和道路护栏 景点防护设施
2.耐压强度优于镀锌管及非金属管材
3.管壁光滑、均匀、不结垢、耐腐蚀
4.采用传统工艺连接、可靠。公称口径外径 16-219。
外衬不锈钢管小厚度0.25。复合管内层钢管壁厚mm1-6。注:1、根据需方要求可供应所定规格外的其它尺寸的复合管2、外管(钢管)采用普通镀锌钢管,标准为GB/T3091-2001,复合管执行标准为CJ/T192-2004。
复合管是以金属管材为基础 , 内、外焊接聚、交联聚等非金属材料成型,具有金属管材和非金属管材的优点。复合管大多是由工作层(要求耐水腐蚀)、支承层、保护层(要求耐腐蚀)组成。
不锈钢复合管重量轻、光滑、阻力小、耐腐性能好;复合管材是管径≥300mm以上给排水管道的管材。它兼有金属管材强度大,刚性好和非金属管材耐腐蚀的优点。
不锈钢复合管服务周到,茂硕钢铁 (北京市分公司)为您提供不锈钢复合管服务周到产品案例,联系人:付经理,电话:【18762195566】、【18762195566】。











